
Process Improvement Tools.
Standard Work.
Work Instructions.
Flow Chart templates.
Swim Lane Cross Functional Flowchart.
Value Stream Mapping.
Lean tools.
Yamazumi Chart template.
Time Study templates.
DMAIC tools.
Quality Improvement tools.
House of Quality QFD.
FMEA Risk Reduction.
Root Cause Analysis tools.
Problem Solving tools.
OEE.
Preventive Maintenance.
Skip to main content



Lean Flow requires (and produces)
















Installation and Setup
Installation - Each User. Installation - Multi-user. Language Translations. Personalize Your Templates.Systems2win Training.
Quick Start Initial Training. New User Training. Training Matrix. Systems2win Leadership. Training Classes.Lean Training
Lean Training and Coaching. Lean Principles. Muda 8 Wastes. Goal - Lean Flow. Roadmap - Lean Journey. Value Stream Mapping. Standard Work. Hansei Lean Thinking. Lean Dictionary. Online Lean Training. Lean Leadership.Microsoft Office Training
Excel Training. Excel Drawings (without Visio). Excel Charts. Word Training. PDF Training. Document Storage and Naming.Support
Support.Lean Flow
When and Where
To learn "What is Lean Flow?"
"Why is it important?"
and "How to make flow happen"
see our other training page for Lean Flow
Why is flow so important?
When to design for flow
When to design for flow?
Whenever you can discern a repetitive pattern of any kind.
Flow should be an objective of EVERY production environment
- High-volume production enjoys huge cost and efficiency breakthroughs
(as compared to small volume make-to-order)Perhaps your biggest gains from your lean efforts
will come when you use your Product Family Matrix (vsmProductFamily.xlsx)
to identify patterns that will allow you to organize your products and services into groups that maximize flow
- Job shops and service environments
have patterns that will appear when you practice Hansei.
Those patterns can be made to flow.
- Projects (one of a kind) can still benefit from most (all?) lean principles and lean methods
Patterns are harder to discern within projects — but is this project really one of a kind?
Might you be able to discern patterns between similar projects?
Pure flow is rare
In real life — you will probably never see a single company with pure flow processes throughout.
There are usually pockets of flow processes, book-ended by batch & queue processes.
A single value stream map might contain sections of:
- batch & queue
(e.g. mixing ingredients) - continuous flow
(e.g. to "make goo") - followed by repetitive assembly & packaging.
And the product development and order processing processes for this same product can be designed quite independently of the physical production process.
Three lean production environments
that EMBRACE lean flow
Elements of flow can be incorporating into ANY process, but these environments EMBRACE flow
- Continuous flow manufacturing (non-discrete products, such as oil)
- Repetitive manufacturing (assembly lines)
- Lean production (work cells — which can also be applied to service environments)
What they have in common
They embrace the goal
of moving a produced item quickly from activity to activity without interruption for any of the types of muda.
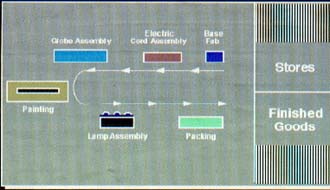
The general pattern depicted in this flow chart
might represent a Lean work cell, a repetitive assembly line, or an oil refinery.
The concepts are the same — 'flow'
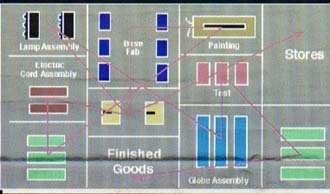
What they all reject
All flow processes recoil at the sight of a spaghetti diagram that reveals work flow bouncing wastefully all over the facility
(and getting stuck in piles of either inventory, paperwork, or neglected emails)
in a batch & queue work environment.
Some key differences
| Continuous Flow | Repetitive | Lean | |
|---|---|---|---|
| Type of things produced | Food, chemicals, liquids, lumber, paper, textiles, glass, primary metals...
Often have lot-controlled products, with |
Discrete units, produced in large quantities. |
Discrete units, produced in small quantities. Often have product lines with high number of possible configurations. Also ideal for |
| Primary competitive factors | Commodity price. Quality. Delivery reliability. High yields. | Product design. Quality. Design for manufacturability. Price. | Fast delivery of custom products. Quality. Product design cycle time. |
| Typical processes | Distillation, heating, reduction, bleaching, grading, spinning, curing... | Assembly, stamping, forging, casting, injecting... | Same as repetitive. |
| Typical facilities | Many acres, multiple plants, tanks, silos, trains, waste treatment ponds... | Assembly line with balanced takt time per operation, and one worker per workstation | Work cell with balanced takt time per operation. Every person in the cell operates every piece of equipment. Workers "follow each other around". |
| Scheduling | Focus on utilization of expensive equipment. Scheduled preventative maintenance. | Repetitive Master Schedule for long-term planning. Final Assembly Schedule based on actual customer orders + other demands (such as seasonal build-ups) | Same as repetitive, but very few "other demands". Almost entirely driven by customer orders.
Primary objective = flexibility. (which requires "excess capacity") |
| Process control | Supervisory Data Control & Acquisition (SCADA), distributed control systems (DCS), programmable logic controllers (PLC), statistical process control (SPC), etc. Also Preventative Maintenance (PM), Laboratory Information Systems (LIMS), and regulatory compliance software (e.g. haz mat, FDA...) |
Ideally uses Visual Management Systems: Automated data collection is helpful before and after production, but rarely in WIP. Might use advanced computer process control systems. |
Lean uses Visual Management Systems. Theory of Constraints drum-buffer-rope might be helpful. Might use Manufacturing Execution System and automated data collection in production, but the closer to flow, the less needed. Engineering Change Control, Product Data Management, and Workflow software can be important. |
Why are work cells the 'holy grail'?
Work cells aren't the only way to achieve process flow.
Assembly lines and continuous process flow lines also work well, too.
However... with production lines we have to address the issues of sales forecasting, batch sizes, finished goods inventories, we have at least removed the gross inefficiencies involved within a classic 'functional department' process environment.
The lean work cell is the 'holy grail' because...
it can accommodate a batch size of one.
And because it can be employed within work environments that have traditionally been organized in batch & queue departments, which have the most opportunity for improvement.
Lean Flow requires (and produces)
higher quality than Batch & Queue
As you can see from this chart — flow processes demand high quality in order to function,
and therefore generate high-quality output, almost as a by-product.
| Batch & Queue | Flow | |
|---|---|---|
| Effect of defect on work flow |
There are usually other batches of work to work on while the defective batch gets reworked or scrapped & replaced | The entire production process screeches to a halt until the problem is resolved (this is called andon or jidoka) |
| Typical number of defective deliveries before problem is noticed |
Usually at least one large batch, and often more than one |
One unit (or the smallest possible batch size) |
| Typical amount of time before problem is noticed |
The total time between operations, which can often involve WIP inventory stored for very long periods |
Moments |
| Typical measures of quality |
Can be very sloppy. Batch & queue can tolerate poor quality. |
Flow cannot tolerate poor quality. Flow processes demand high quality in order to function, and therefore generate high-quality output almost as a by-product. |
Training and Coaching
Consider Training and Coaching to support your teams to succeed
Training to get you started.
Tools you won't outgrow.
Schedule a Conference
Schedule a conference
to discuss your challenges
with an experienced lean advisor
150+ Templates
Try Some
Own Them All
Download Trial Now
Get a dozen trial templates,
and another dozen free gifts
@@@ Better conversion rate
if call to action is for a specific tool, and shows the image
Try It
Try this template
along with a couple dozen more
process improvement tools
Calls to Action Botttom

Related Topics
Related Topics section WITHOUT TESTIMONIALS
Replace this paragraph with menu library item for topics related to this video
Training and Coaching
Consider Training and Coaching to support your teams to succeed
Training to get you started.
Tools you won't outgrow.
Schedule a Conference
Schedule a conference
to discuss your challenges
with an experienced lean advisor