
Process Improvement Tools.
Standard Work.
Work Instructions.
Flow Chart templates.
Swim Lane Cross Functional Flowchart.
Value Stream Mapping.
Lean tools.
Yamazumi Chart template.
Time Study templates.
DMAIC tools.
Quality Improvement tools.
House of Quality QFD.
FMEA Risk Reduction.
Root Cause Analysis tools.
Problem Solving tools.
OEE.
Preventive Maintenance.
Skip to main content
















(Hence the symbol used for any kanban signal is the symbol of the upside down triangle.)




























Installation and Setup
Installation - Each User. Installation - Multi-user. Language Translations. Personalize Your Templates.Systems2win Training.
Quick Start Initial Training. New User Training. Training Matrix. Systems2win Leadership. Training Classes.Lean Training
Lean Training and Coaching. Lean Principles. Muda 8 Wastes. Goal - Lean Flow. Roadmap - Lean Journey. Value Stream Mapping. Standard Work. Hansei Lean Thinking. Lean Dictionary. Online Lean Training. Lean Leadership.Microsoft Office Training
Excel Training. Excel Drawings (without Visio). Excel Charts. Word Training. PDF Training. Document Storage and Naming.Support
Support.Value Stream Mapping Symbols
Value stream mapping icons
used in your Systems2win value stream mapping template and supply chain map
Get all of these Excel value stream map symbols (and more) when you download your free trial
Value Stream Mapping Icons
To get Help for any Systems2win shape
RIGHT-click the shape > Size and Properties > Alt Text
Free training and videos
How to use Excel as a drawing tool
Contents
- Value Stream Mapping Symbols
- Sections of the value stream map
- Continuous Flow Process Box
- Transportation shapes
- Standard shapes
- Inventories and Queues
- Pull Systems
- Suggested Reading
Search
Use CTRL+F
to find keywords
More value stream mapping training
See the Section Menu
with links to more pages
with more training for
value stream mapping
Sections of the Value Stream Map
Most value stream mapping symbols are used in...
Section 2) Information Flow
Section 3) Flow of the thing being transformed
Learn more about the Sections of a Value Stream Map
What is the most important section of a value stream map?
Answer: Section 3: Critical Path Flow of the thing being transformed
What is the most important shape in section 3?
Answer: The Continuous Flow Process Box
Continuous Flow Process Box
aka Process Flow Box, Process Box, Process Block
What is a Continuous Flow Process Box?
In Section 3 of your Value Stream Map (see illustration above) a Continuous Flow Process Box is used for
A process that has continuous flow
A Continuous Flow
Process Box
on a value stream map
is VERY different
from a similar shape
on a traditional flowchart
In other words...
As long as the thing being transformed doesn't stop flowing,
even if there are dozens of steps or sub-processes, if the thing being transformed doesn't get stuck in a pile of inventory, or put on a truck, or stopped in any other way
then it appears on your value stream map as a single Process Box
At the value stream mapping level, we don't care about cluttering details All we need to know for value stream mapping purposes is that some raw or semi-finished stuff went into the "black box", and some more-finished stuff came out of the "black box" without ever stopping for more than a few seconds along the way
How is that different from a traditional flowchart?
A flowchart shows much greater detail than a value stream map.
A rectangle (or rounded-corner rectangle) on a traditional flowchart represents an Activity
(also known as a Step, Task, or Work Element)
and a flowchart might have dozens (or even hundreds) of Activities that the value stream map for the same process would depict with a single Process Box.
A value stream map views interconnected processes from a higher perspective than a flowchart.
In the 'Sections of a Value Stream Map' illustration (above), Section 4: Lean Metrics within each process is the section where a value stream map can optionally analyze many Lean Metrics 'within' each process, but those metrics are always summarized for each entire Process.
In a value stream map, the lowest degree of granularity is the 'Process'.
And a Process Box on a value stream map means: "the thing being transformed didn't stop flowing"
In your value stream map, you can optionally unhide the row for 'Steps' where you simply count the number of steps within and between each process.
You don't show the details of those steps.
How can my users see the details of the steps within a process?
Use your Systems2win menu > Insert Link Icon and then select the international shape for a 'SubProcess' and then create a hyperlink, so that your users can click that shape to drill down to a related document that has all the details for that process.
Most commonly, you might drill down to a swim lane cross functional flowchart.
And if you're an advanced Excel user and you followed our advice for document storage and naming conventions
(so that you don't accidentally break your hyperlinks between related documents)
then you can even optionally roll up summary data from a subprocess — using Link Cells so that data in your value stream map is instantly updated whenever the subprocess flowchart changes.
How many Process Boxes should be in a value stream map?
If one of the primary goals of a value stream map is to maximize flow, then the ideal would be one single Process Box, right?
The correct answer is 5-12, but if you answered "1", you're on the right track.
The Continuous Flow Process Box is the holy grail of value stream mapping symbols
Why? Because the ultimate goal of value stream mapping is to maximize flow.
Definition of continuous flow = the thing being transformed doesn't stop flowing
If you skipped or skimmed the foundational training for value stream mapping
then now might be a good time to refresh your memory on:

If you have less than 5 Process Boxes, then either:
- Expand the boundaries of the segment of the value stream that you are mapping
That's a really good thing when you reach milestones on your lean journey when you're ready to start connecting previously disconnected "islands of flow"
- Change the rules for your definition of "stopped flow"
Perhaps you used to consider flow as being "stopped" only when it got stuck for a few hours, and now you consider it "stopped" if it gets stuck for more than 5 minutes
- Consider using some other type of flowchart to analyze the process in more detail because it's probably not worth the effort to map a value stream that is that simplistic
If you have more than 12 Process Boxes, then either:
- Make quite certain that you are analyzing one (and only one) very narrowly-defined scenario
This is a VERY most common mistake
- Narrow the boundaries of the segment of the value stream that you are mapping
- Bend the rules for your definition of "stopped flow"
Combine some less-important technically separate processes into one — just for simplicity
Why is the Process Box a shape? (rather than just a cell with borders)
So that you can snap arrows and connectors to it.
Tips:
- If you accidentally move a Process Box rectangle, use Snap To Grid to snap it back into place.
- When you click the button to 'Add or Remove a Process', your Systems2win application will correctly handle the shapes.
What are those other symbols sometimes seen inside a Process Box?
You can optionally include other symbols within a value stream mapping Process Box, including (but not limited to):
- U-Shaped Work Cell
- Operator (copy it to visually indicate the number of operators)
- Link to Subprocess
- Point of Sale Moment of Truth
- Repeat Process
- FIFO Processing
- Warehouse (door)
- Cross dock (inventory comes in out without being stored)
- ANY standard Systems2win Link Icons
- ANY other shape, such as...
- Quality Issue (stop sign)
- Constraint Funnel
- Quality Inspection Diamond
- Safety Cross
- ANY of the shapes found in Systems2win menu > Copy Shapes
Why is there a dropdown list in the lower half of each Process Box?
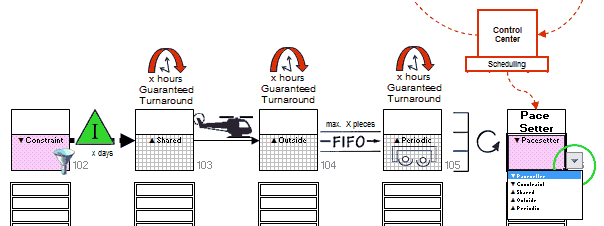
To make it easy to visually highlight special types of processes that deserve extra attention:
- Your pacemaker — the single most important process in any value stream
- Constraints — which might deserve attention to Change Overs
- Shared processes — processes shared by multiple value streams
- Outside processes — shared processes that are managed outside of your authority
- Periodic Processing Cells — a powerful way for Lean Office and service processes to come as close as possible to flow in highly disrupted office environments
Pacemaker process
also known as a Scheduling Control Point, pace setter, or pacesetter
A Scheduling Control Point is a process that you schedule.
When you design your value stream for lean flow, you will schedule one (and only one) Pacemaker process.
Think of your Pacemaker as the gas pedal in your car, or a heart pacemaker
It regulates the pulse and pace of your entire value stream.
Use the dropdown list in the lower half of the Process Cell to select 'Pacemaker', which will then format your Pacemaker process to be highly visible.
Any confusing terminology is explained later in this training page
Objectives for designing the Control Points in your value stream
- You ideally schedule only one pacemaker process
- Your chosen pacemaker process is ideally far downstream nearest to actual customer delivery
- Both upstream and downstream processes pulse in harmony with the heartbeat production pace of your one pacemaker process (Pitch Pulse)
- Upstream processes are either FIFO Lanes or PULL systems such as supermarkets, pull ball systems, or simple kanban withdrawals
- Downstream processes are ideally FIFO Lanes but might also be non-Lean PUSH inventory, and/or a finished goods supermarket
Use your pacemaker (and only your pacemaker) to determine
Takt Time, Pitch Pulse,
Pulse Batch Size, Change Over Batch Size, and Guaranteed Turnaround Time
for the overall value stream.
Tip: Your Systems2win Value Stream Mapping template auto-calculates all of these formulas for Value Stream Analysis, which are easily miscalculated using your pocket calculator — sometimes with disastrous results.
Your pacemaker is also where you focus your attention for heijunka load leveling to level out the mix of the varieties that you deliver.
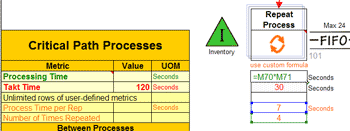
Repeat Process
Also known as iterative process, repetitive process, repeated process, cyclical process, circular process...
The value stream mapping symbol with circular orange arrows indicates a repeat process (the thing goes through this process more than once).
To get the math right for a Repeat Process...
you might need to calculate one or more standard fields — by multiplying some user-defined fields.
For example, using user-defined rows, you might create user fields for:
- Process Time per Rep
- Number of Times Repeated
And then in the Processing Time field...
rather than entering a static number, you would instead enter the formula... = Process Time per Rep * Number of Times Repeated
Everything on this page below this line is a compromise
because perfect continuous flow is not always easy or even possible.
Shared Process
Also known as a Shared Resource, or a Monument
For any process that serves more than one value stream...
Use the dropdown list in the Process Box
to choose 'Shared Process', 'Outside Process', or 'Periodic Process'
If you are using an older version template, use Shadow Style 13 to visually differentiate a shared process from a dedicated process.
Minimize or eliminate
Shared Processes are among the most egregious barriers to flow, and your first objective should be to try to minimize or eliminate them.
If that's not (immediately) possible, then...
Use your Shared Process Design template
Use your Shared Process Design template (vsmShared.docx) to maximize throughput through your shared resource and to access training for shared process design guidelines and questions
Value Stream Mapping Symbols
Transportation shapes
Most transportation shapes need no explanation.
There are so many modes of transportation, however, that you might want to add some custom shapes to depict a mode of transportation used in your unique value stream.
(Perhaps a pipeline? A vacuum tube? A rocket? A horse and buggy?)
Rather than cluttering your standard template with every form of transportation known to mankind, we make it easy for you to add your own custom shapes.
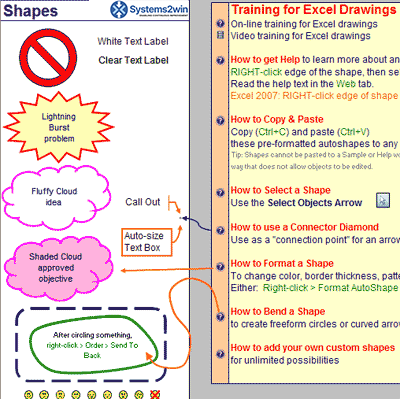
Standard Shapes
A palette of standard shapes (with Help) is always available when you use ANY Excel document
(not just a Systems2win template)
by selecting Systems2win menu > Copy Shapes
Clouds and Bursts
Use a...
Burst to highlight and define a problem
Cloud to propose ideas to solve a problem
Shade the Cloud when it becomes an approved objective
Watch the training video for the To Do List template
for a demonstration of how to copy bursts and clouds
Any approved objective in a Shaded Cloud on a value stream map should have a corresponding line item in your Value Stream Plan.
Can we use our own shapes and meanings for Clouds and Bursts?
Yes. Simply:
- Teach your people your own shapes and meanings
- Personalize your shapes.xlsx file
Thinking we were inventing something new from scratch, our older templates used clouds to identify problems, and bursts for ideas. But when a popular book did it the other way around, we switched to the way "they" did it.
Now we see other books that suggest the opposite meanings of clouds and bursts. Argh.
The important thing is that YOUR team members can differentiate problems, ideas, and mandates.
Connector Lines and Arrows
used in value stream mapping and other types of lean process flow charts
How to format Connector Lines and Arrows
To snap to a shape — (or not) — choose the right type of connector
The white circles on the ends of Connector lines turn red when snapped to a shape.
Non-connector lines are useful for situations where you don't want the line to snap to the nearest shape.
Your Systems2win pallet of shapes usually provides you both choices. (A feature unavailable with standard Excel)
To go around something
If a connector goes through (rather than around) something,
then use a non-connector line as a backbone, attaching connector arrows to each end of the backbone connector line.If you want to snap to a place that doesn't have a convenient connector
Use the (almost invisibly tiny) Connector Diamond which is always conveniently available to copy from Systems2win menu > Copy Shapes
To change between elbow, straight or curved
Right-click > Connector Types
This works only for 'Connector' lines
To change arrow head, color, thickness, dash type, etc.
Right-click > Format Shape
To get help for any Systems2win shape (including arrows)
Right-click > Format Shape > Alt Text
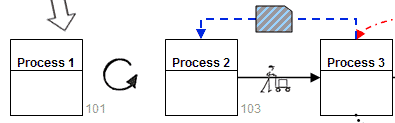
Types of Connector Lines and Arrows

Red dashed arrow = message flow arrow — indicating the flow of information.
Every message arrow should have a text box to explain the type and frequency of information, and can optionally have a shape indicating the mode of information transfer (e.g. phone, FAX, email, etc.)
In these days when almost all information is in some electronic form — we do not suggest attempting to differentiate between electronic and non-electronic information. (Is a FAX electronic? Isn't a telephone electronic?) If you (or your boss) find it valuable to attempt to differentiate electronic from non-electronic information, then you can change the "dash" property of any arrow line — perhaps using a solid red line for non-electronic information. Or simply spell out the mode of communication in the red text box.
Red dot-dash arrow = Expedite information
Example: The expedite arrow containing the telephone — between Process 3 and 4
To change the "dash" property of any arrow, right-click > Format Shape > Line Style > Dashed.
Broad white arrow = Shipment to Customers or from Outside Sources
such as suppliers and third-party logistics providers.
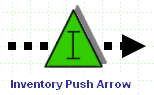
Thick black dashed arrow = Push Arrow
Example: Between Process 4 and 5
The thing being transformed is being produced according to some predetermined (non-Lean) schedule — and then is "pushed" downstream — whether or not the next downstream process has any need for it.
There is almost always a pile of inventory or a backlog queue of whatever is being processed — which is why you will almost always see the triangle symbol on top of a push arrow. (Green triangle for physical inventory. Yellow triangle for a queue of something non-inventory that is being processed.)
Thin black arrow = Flow Arrow
Examples: Between Processes 2, 3, and 4
This is the most common arrow to indicate the flow of the thing being transformed.
Dotted black arrow = Expedited Flow
Example: The dotted black arrow containing the airplane — between Processes 3 and 4
In this example, there are usually daily shipments between Processes 3 and 4, but about twice a year, the production manager for Process 3 gets a phone call requesting an urgent plane shipment.
Dashed blue arrow = Kanban flow
Kanbans are a simple way to authorize release of work or materials.
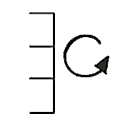
Circular black arrow = Withdrawal
The circular arrow between Process 1 and 2 conveys the exact same information as the symbols between Process 2 and 3 — using one simple symbol as a shorthand shortcut.
Value Stream Mapping Symbols
Inventory and Queues
also known as delays, annoyances, and lost profits

Whenever the thing being transformed gets delayed between processes you will use one of the above shapes in Section 3: Flow of the thing being transformed.
Triangles always highlight some form of waste on a value stream map.
Use a green triangle for inventory, or a yellow triangle for any other form of delay
(for example, in an office environment, you might find piles of paper in someone's In Basket)
In the text label beneath each triangle, you will usually describe what is in the pile represented by the triangle.
(for example you might replace the word "inventory" with "widgets", or the word "queue" with "orders")
In Section 5: Lean Metrics — between processes, you will usually enter the quantity in the Inventory (Standard WIP) field.
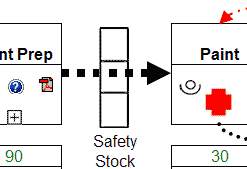
Buffer and Safety Resources
If your team has strategically designed your value stream to include strategically placed piles of buffer or safety inventory to protect downstream operations from being starved due to (currently) out-of-control process variances, then use the Buffer or Safety Resource symbol (rather than a triangle symbol).
Use the Buffer or Safety Resource symbol for ANY form of protection against process variance — including (but not limited to):
- Inventory
- Overtime
- Cross-training and departmental borrowing
- Temporaries
- Outsourcing
- Pre-trained workers available as needed (seasonal, retirees...)
- Pre-negotiated availability of overflow facilities
- Customers that agree (in advance) to accept delay to allow load leveling to non-peak periods
- Contingency plans
- Automation
- Any other form of protection against process variance that might be found in a Lean Manufacturing, Lean Office, or Lean Healthcare environment
FIFO or SequencedPullLane or push
What is a FIFO lane?
Also known as a sequenced pull lane
Think of a FIFO lane as a chute that can only hold a specified amount of items.
When the chute is full, the supplying process stops producing until the downstream process finishes "digesting" the items in the chute, and there is room in the chute again.
A FIFO lane could use a kanban card or signal, but more commonly, a FIFO lane is used for more "unusual stuff" that often involves unique work instructions.
If you can't create continuous flow, then a FIFO Lane is the next best thing
Some experts believe that a FIFO Lane is often preferable to any other type of Pull System, and only use a supermarket or other kanban pull system if there are compelling reasons why a FIFO Lane wouldn't work just as well.
Why? Because a FIFO Lane is easier.
FIFO Lanes are also used when it is not practical to keep a supermarket full of items between processes.
Some reasons might include:
- Too many variations (custom items)
- Usage volumes are too low
- Short shelf life
- Too fragile to risk storage
- Expensive
Between two processes there is sometimes both a supermarket and a FIFO lane — for different types of items.
For example, standard products might use the supermarket, while custom products use the FIFO lane.
Rules of a FIFO Lane
- Process in First In First Out sequence
- When the FIFO lane is full, the supplying process must stop filling it.
(Perform other activities — most commonly assisting the downstream process)
Sequenced Pull Lane
A Sequence Pull Lane is identical to a FIFO Lane — except that sequencing criteria other than FIFO is used.
Perhaps earliest due date, shortest processing time, largest dollar value of customer order... whatever.
A shared resource might use 'Sequenced FIFO' where there are separate FIFO Lanes from each of the sources of demand,
and those FIFO Lanes merge into a shared FIFO Lane following your chosen sequencing rules.
A 'Holey FIFO' Lane is a (usually ill-advised) novel solution to allow for expediting.
Leave the front of the queue open for rush orders.
(to an experienced lean coach, that sounds like fingernails on a chalkboard, but Holey FIFO can sometimes be used for a short time as a transitional crutch in the early stages of lean transformation)
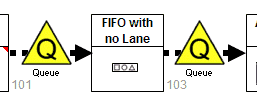
What's the difference between a FIFO lane
and a simple FIFO symbol?
You place a simple FIFO symbol inside a Process Box if it is simply processing things in First In First Out order (with no Lean FIFO Lane that signals the downstream process to stop producing until there is room in the chute again).
In other words, you can still have simple FIFO processing in the middle of a very non-Lean "push" system.
What's the difference between a FIFO lane and a 'push' system?
Push means that the supplying work center is building to some central 'plan'
(e.g., MRP, MPS, DRP, or some other usually-wrong forecast)
and then items are "pushed" to the downstream customer process whether or not they are ready for them, and whether or not they even have space available to store them
A FIFO Lane is still technically a 'push' system, but it eliminates the biggest downside of a traditional pile of inventory of paperwork:
There is a limit.
When the FIFO Lane if full... that serves as a visual cue to tell the upstream process to stop producing until the downstream process can catch up
Pull Systems
to make only what the customer demands
Despite what old-school accountants might tell you...
- Your goal is NOT to maximize output.
- Your goal is to maximize throughput (things purchased by a customer)
What's a pull system?
Any system that pulls what is needed from upstream processes in order to fill demand at the pace of actual customer needs.
When to use a pull system?
In this training section, we introduce several different ways to come closer to the holy grail of continuous flow — even when you encounter challenging situations like when an upstream process:
- is unreliable
- is a shared process
- is a supplier
- is only performed periodically
Avoid excuses
More than any other step on the lean journey, this is where you are most likely to hear the old cop-out refrain...
"But we're different."
This is where sincere practitioners of the lean scientific method are separated from the half-hearted.
There are many special techniques for leveling demand in many diverse low volume / high mix environments, including lean healthcare, and lean office environments,
and if after studying all of the known field-proven methods for aggregating and leveling demand, you still believe that your business truly is different, that is when it is instructive to remember that none of those now-common methods existed when other industry leaders began their lean journey.
They systematically applied the PDCA scientific method to come up with new and creative countermeasures for each unique puzzle that surfaced...
and so can you.
Lean Supermarket
A lean supermarket is a place between processes where a standard amount of inventory is stored — in order to supply a downstream process without interruption due to product variations and/or batch sizes.
Keep in mind that the "inventory" in your supermarket might be paperwork forms, or medical supplies, or anything else that can be stored.
Longhand illustration of what is really happening in a lean supermarket
A value stream mapping supermarket is often the best way to control the flow of production between two processes that can't be integrated into a single Continuous Flow Process Box, for reasons like:
- Cycle times are very different between the two processes. (A process might be very fast
or very slow.) - A process might have very long change-overs
- A single process might serve multiple product variations or product families
- A process might require transportation to another location or sub-contractor
- A process might have unreliable yields or quality
Even though some of the above things might be changed in the long term, we often need to work with "the way things are now" and a Supermarket is a great way to create a relationship that is close to flow between two decoupled processes.
Common abbreviated notation for a Supermarket
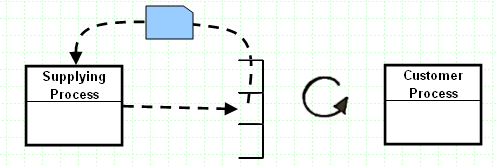
Or even more abbreviated
Notice that the open slots of the VSM supermarket always face the upstream supplier to whom the supermarket belongs.
What is a kanban?
A kanban is any signaling device that gives authorization and the minimal instructions needed:
a) for a supplying process to know what to produce, or
b) for a material handler to know what items to replenish
Most commonly, a physical paper card is physically placed in a container of parts.
When stored items are actually used, the kanban card gets "freed"
(perhaps it was in the bottom of the container)
and gets put back into a kanban stand where the kanban "requests" are fulfilled in First In First Out (FIFO) sequence.
In some simple situations, the empty container itself might provide sufficient instruction for the upstream process to "fill it up".
And they know what to fill it with, perhaps because of the unique shape or color of the container, or maybe brief instructions are engraved right onto the container.
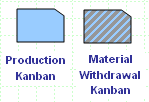
A production kanban will typically include information such as part number, batch size, setup time, run time, container type, upstream producing operation, downstream receiving operation, and any other information needed for the supplying operation to know what to produce, in what quantity, and where to deliver it.
What is a signal kanban?
When Change Over Time has not yet been reduced enough to produce a single bin at a time (or when an upstream process requires change overs), then a signal kanban is used to trigger production of a specified number of containers when a reorder point is reached.
A colored metal triangle often serves as a signal kanban.(Hence the symbol used for any kanban signal is the symbol of the upside down triangle.)
What is a sequenced pull ball?
A sequenced pull ball is a kanban signal used in a special way that eliminates the need for the supermarket storage of items between processes.
The supplying process produces a specified quantity (often one unit) to quickly fill the customer order.
This only works if the supplying process has a VERY short and reliable lead time.
Why the symbol? Because colored golf balls are the most common kanban signal used for this type of replenishment system.
Use your Kanban Calculator
Use your Kanban Calculation template (KanbanCalculator.xlsx)
to avoid common mistakes when calculating the correct number of kanbans to minimize stock outs and maximize throughput.
Typical kanban calculations are very easy to use with default settings, yet your calculator is powerful enough to easily personalize for unlimited types of Lead Time, unlimited sources of Demand, and user-defined formulas for Buffer and Safety margins.
Suggested Reading and Resources for
Value Stream Mapping
Suggested books
- Learning to See, by Mike Rother and John Shook
- Creating Mixed Model Value Streams, by Kevin Duggan
- Design for Operational Excellence, by Kevin Duggan
- Value Stream Management, by Don Tapping
- Value Stream Management for the Lean Office, by Don Tapping
- The Kaizen Event Planner, by Karen Martin and Mike Osterling
- Value Stream Mapping, by Karen Martin and Mike Osterling
- The Complete Lean Enterprise, by Beau Keyte and Drew Locher
- Seeing the Whole, by Daniel Jones and James Womack (for Supply Chain Mapping)
Why re-invent?
Questions?
One huge benefit of owning your Systems2win templates is Support when you need it
Training and Coaching
Consider Training and Coaching to support your teams to succeed
Training to get you started.
Tools you won't outgrow.
Schedule a Conference
Schedule a conference
to discuss your challenges
with an experienced lean advisor

{kind=link}
150+ Templates
Try Some
Own Them All
Download Trial Now
Get a dozen trial templates,
and another dozen free gifts
@@@ Better conversion rate
if call to action is for a specific tool, and shows the image
Try It
Try this template
along with a couple dozen more
process improvement tools
Calls to Action Botttom
Related Topics
Related Topics section WITHOUT TESTIMONIALS
Replace this paragraph with menu library item for topics related to this video
Training and Coaching
Consider Training and Coaching to support your teams to succeed
Training to get you started.
Tools you won't outgrow.
Schedule a Conference
Schedule a conference
to discuss your challenges
with an experienced lean advisor