
Process Improvement Tools.
Standard Work.
Work Instructions.
Flow Chart templates.
Swim Lane Cross Functional Flowchart.
Value Stream Mapping.
Lean tools.
Time Study templates.
DMAIC tools.
Quality Improvement tools.
House of Quality QFD.
FMEA Risk Reduction.
Root Cause Analysis tools.
Problem Solving tools.
OEE.
Preventive Maintenance.
Skip to main content























Installation and Setup
Installation - Each User. Installation - Multi-user. Language Translations. Personalize Your Templates.Systems2win Training.
Quick Start Initial Training. New User Training. Training Matrix. Systems2win Leadership. Training Classes.Lean Training
Lean Training and Coaching. Lean Principles. Muda 8 Wastes. Goal - Lean Flow. Roadmap - Lean Journey. Value Stream Mapping. Standard Work. Hansei Lean Thinking. Lean Dictionary. Online Lean Training. Lean Leadership.Microsoft Office Training
Excel Training. Excel Drawings (without Visio). Excel Charts. Word Training. PDF Training. Document Storage and Naming.Support
Support.Heijunka
Level Loading for Lean Flow
Production leveling to create a lean schedule for batch flow, lean pull, or one piece flow
Why is flow so important?
Heijunka Lean Flow
What is lean flow?
Why is it so important?
What are common barriers to flow?
How to design and manage processes for lean flow?
If you haven't already digested the teachings on the Lean Flow training page, you should start there,
then come back to this Heijunka training
What is Heijunka Production Leveling?
also known as load leveling, or level loading
One of the primary purposes of value stream mapping is to create flow
(Ideally one piece flow. Or the smallest practical batch size)
Why?
Batches are a root cause of many quality problems, (learn more)
and batches also cause all kinds of disruptions to continuous flow, which cost money in dozens of unpleasant and costly ways.
In a Value Stream Map,
this is the symbol
for a work schedule
that has load leveling
Level loading minimizes the disastrous effects of batches
It is an important cornerstone upon which all lean flow systems are built.
The idea of Heijunka Load Leveling
is to intercept batches of
kanban orders or sales orders
(or whatever is being processed)
and then smooth out the volume of demand (and possibly the mix) by:
- Releasing only enough orders at a time to meet takt time demand
(thereby leveling demand spikes)
- Spreading the types of orders throughout the shift as much as possible.
How?
Load Leveling for One Piece Flow
The Batch way
The batch way to make 10 units of product X,
5 of product O, and 3 of product Z would be:
XXXXXXXXXXOOOOOZZZ
The Level Loading way
The Level Loading way might be:
XXOZXXOXXOZXXOXXOZ
The biggest benefit of Flow
is to enable Pull,
so you can deliver
only what your customer wants
only when they want it
But what if our demand isn't level?
There isn't a company in the world that has level demand.
You don't need level demand. What you need is:
- Training for Lean Flow
- Training for how to handle unlevel demand
- Training for Heijunka and Pitch management techniques (on this page)
Long-term plan
On a periodic basis, (usually monthly, but perhaps quarterly, or weekly, or biweekly)
your Sales and Operations Planning team meets to prepare the Sales and Operations Plan for your next planning period.
Download the free PDF for how to do Sales & Operations Planning
If your S&OP team has matured enough to used heijunka level loading, then the plan is to build the same quantity of every product family every week.
For example, you might plan to make the same mix of product families every shift
in the sequence of product families aabbbcdd
and then end the shift with three products xxx
which might be special orders, unpopular products, engineering prototypes, or whatever
(thereby allowing a lot of flexibility, while still maintaining a great level of demand leveling)
Short-term execution
When the Final Schedule is released,
in whatever form of work authorization that you use to authorize your Pacesetter operation to produce a specific deliverable
ideally released in your chosen Pitch Pulse Time increment, which is usually less than 1 shift...
you never (or rarely) build more than the total planned number of units per day for each product family.
You fill demand for actual customer orders,
which (hopefully) match fairly closely with the patterns of demand per product family that your S&OP team predicted.
If you are one of the 100% of companies that sometimes experiences unlevel customer demand,
then learn how to establish your own clearly defined (and teachable) systems for how to handle unlevel customer demand at your company.
Lean Pitch Chart for Level Loading
Also known as Pitch Board or Production Pitch Tracking Chart
Used to level the flow of work to an operation set up for lean flow
Use your Lean Pitch Chart template (PitchChart.xlsx)
as a visual control method to level the flow of work, and to measure expected vs. actual production output per pitch pulse cycle.
This lean tool is appropriate for operations that:
- are a scheduled control point
You would use your Lean Pull Priority Queue template (PullQ.xlxs)
for a process governed by lean pull rather than a scheduled control point. - produce a single product or product family
You would use a Heijunka Load Leveling Box for a process that also needs to consider variety mix.
- expect a steady flow of production
Using kanbans based on takt time derived directly from customer demand
(not just reaction to push or pull demand from an upstream or downstream process)
Several ways to use your
Pitch Chart Excel template
1) Most commonly... you will print the Excel template
First fill in the header data and planned 'Breaks' before printing.
Then handwrite data into each Pitch Pulse Cycle throughout the day, and do the math manually.
And/or perhaps have another person enter the data at the end of the day just to cross-check math
2) If it is convenient to do data entry directly into the computer
Perhaps displaying your Pitch Chart on a large monitor throughout the day,
or perhaps printing several times per shift
(so that it meets the
criteria for an effective visual control),
First fill in the header data and planned 'Breaks',
then enter directly into your Pitch Chart Excel document throughout the shift.
Tip: You must always enter a number in the 'Pitch Actual' column—even for Breaks (which are usually zero).
3) Perhaps use it as a prototype
to create a non-computer-based Pitch Board using moveable magnets, or an erasable white board, or a wall board with pocket folders, or any other creative way to accomplish the same objective.
At the end of each shift (or at the end of each Pitch Pulse Cycle)…
transcribe summary data to your Monthly Pitch Log
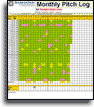
Monthly Pitch Log
Your Monthly Pitch Log template (PitchMonth.xlsx)
provides a color-coded summary for at-a-glance trend analysis,
so that your supervisors and managers can quickly see patterns that need attention.
Does productivity often dip after break times? Are Wednesdays better than Fridays?
Personalize your form
Copy 'Pitch Cycle End' times from the Pitch Chart workbook, then Paste Special > Values
Multiple shifts might be included on one Pitch Log.
If you need to add rows, use Insert Copied Cells.
Some people like to include breaks and overtime as a Pitch Cycle on this log.
Others delete those rows so that '% Attained' is more accurate. It's your workbook; use it your way.
If using your Monthly Pitch Log only as a printed form
Simply use a marker to color code the product results of each Pitch Pulse Cycle.
Red = missed the target production rate for that Pulse Cycle
Yellow = over-produced (perhaps to make up for misses in prior cycles)
Green = produced exactly the quantity specified for that Pulse Cycle
And then at the end of the day…
Hand calculate 'Percent Attained' — which equals Pulse Cycles that attained (or exceeded) the pulse production target divided by the total number of Pulse Cycles.
If using your Monthly Pitch Log to do the math for you
perhaps using a projector, or printing it several times a day to post on your visual control board...
Enter 'Pulse Variance' from the Pitch Chart workbook for each day of the month.
Either manually enter your data, or Copy, then Paste Special > Values
Pink = any negative number (Pulse Cycle missed target production)
Yellow = any positive number (overproduced)
Green = zero variance for that Pulse Cycle
'Percent Attained' will auto-calculate for you.
What is a Heijunka Box?
to level the flow of both work volume and variety mix
Also known as a Heijunka Board, Lean Schedule Box, or a Post Office Box
A Heijunka Box is a physical device used to level the flow of work volume and variety mix.
(Contrast this with the Pitch Board or Priority Board, which level work volume only)
A Heijunka box is usually a mailbox-looking thing mounted on a wall — with cubby holes that each hold one kanban card or folder or other form of work authorization.
The labels at the top of the box are usually time periods. (in the time increment determined by the Pitch Pulse Cycle)
If there are labels on the side of the box, they will indicate variety mix. More commonly, there are no side labels, and variety mix is determined by the contents of the kanban card or folder in each slot.
If the product family has products with varying takt times, (e.g. some products take 2 mins, some 4 mins, and some 8 mins), then some of the slots will be empty beneath a kanban card for a long-takt-time product. It is common to color-code the folders or kanban cards to make the length of takt time visually obvious.
If there is more than one worker, then either:
- The workers work as a team
- Each worker pulls work authorization from the Load Leveling box
- Each worker has his or her own Heijunka Box
Heijunka Scheduling Time Increments
might be smaller than your Pitch Interval
To establish the smaller load leveling scheduling time increments within the Pitch interval, (which might be reflected in the number of rows of slots in your Heijunka Scheduling Box), you sub-divide your selected Pitch Pulse interval into the lowest-common-denominator time that it takes to produce one "delivery unit" of each product or service in the product family.
If there is no common denominator, then your choices are:
- Reconsider your product families
- Change the delivery unit of measure (perhaps case size, pallet size, length of time that a doctor visits a patient, etc.) so that there is a common denominator time increment for every offering within the product family.
- Perhaps have the material handler pick up partial case quantities at every pitch increment.
The important essential requirement is to invent a highly visual takt image. If options 1 or 2 prove impossible, then you're going to need to get creative.
Remember — every implementation of lean principles is an invention
Your ultimate goal is to use lean management to instill a culture of lean leadership
where people truly understand the underlying lean principles
and can apply them creatively to unique situations.
Heijunka Software
Although some ERP applications do offer electronic heijunka load leveling options,
it is far more common (and usually much simpler) to use a physical heijunka box...
unless you only need to level the flow of work (without consideration for variety mix),
and then you can use the Systems2win Lean Pitch Chart template (described in the section above).
Late Load Log
A simple visual system to continuously improve your heijunka scheduling
You can always just glance at the heijunka box itself to see orders that are currently late,
but that just takes care of your immediate fire fighting —
and doesn't provide the visibility of trends needed for more proactive continuous improvement.
That's why it is often worth the extra data entry to also maintain a Late Load Log
comparing estimated to actual completion time —
with clearly articulated comments explaining the reasons for each miss.
Learning Exercise:
Make your own Late Load Log template
Try making your own Late Load Log Excel template — consisting of just 4 columns, with no math, no buttons, no drop down lists, and no special formatting... it's as easy as a template gets.
| Date | Time Due | Time Done | Reasons Overdue |
|---|---|---|---|
And a half hour from now... you will better appreciate...
how much time your Systems2win templates save you
even for simple forms like this one.
Things like pop-up help on every header, every cell correctly formatted for its intended purpose, consistent styles and formatting conventions used for all templates, a Sample of what a finished document might look like, a Help worksheet with step-by-step instructions, links to online training web pages, training videos, free technical support... and a whole lot of useful features that would take you a lot longer than a half an hour to do right... and then a lifetime to continuously improve each tool. Even simple ones like this one.
Lean Pull Priority Queue (FIFO Lane)
Usually known as a FIFO Lane. Also known as Lean Priority Board.
Used for load leveling production flow to an operation set up for "pull" (rather than "flow")
Flow where you can.
Pull where you can't.
Only push with a FIFO Lane.
The most important rule for How to get Lean Flow is:
Flow where you can. Pull where you can't. Only push with a FIFO Lane.
Did we mention this was important?
Important enough to memorize. And to teach to every member of every value stream team.
Flow where you can.
Pull where you can't.
Only push with a FIFO Lane.
When and How to use FIFO Lanes
When a shared or constrained resource supplies a supermarket using a pull system kanban system,
the visual system for production tracking is usually some form of a Pull Priority Queue.
When Production Kanbans (or similar production signal) return to the producing operation,
they are typically put into the Pull Priority Queue in FIFO sequence. (first in first out)
Always keep in mind that every application of lean principles is an invention.
Your 'pull priority queue' could be a board, rack, track, wire, or a taped off lane leading to the work center with carts carrying the FIFO-sequenced incoming work.
Also keep in mind that the FIFO lane might not use FIFO — but could use any sequence-scheduling algorithm — which is why the more correct term is 'sequenced pull lane'.
In a value stream map,
this is the symbol for a FIFO Lane
Learn more about FIFO Lanes
One important thing is to incorporate some form of coding onto the background of your lean Pull Priority Queue
(usually green, yellow, red colors)
to indicate the likelihood that the orders in that portion of the queue will be completed on time.
Color codes for a Lean Pull Priority Queue
- Green = Plenty of time to fill the orders in this portion of the queue.
- Yellow = Heavy load — but should be able to fill these orders without overtime — as long as nothing goes wrong.
- Red = Will require overtime or the last jobs will be late — unless preventative action is taken.
Think of the color codes this way...
You are standing in line with your kids queued up for a roller coaster ride. You look down at the color painted on the sidewalk below you.
If you see green, then you are standing in the part of the queue with other happy visitors who will soon step onto this ride very soon.
If you see yellow below your feet, then you are visiting on a day with heavy loads, but you will probably get on the ride within a reasonable amount of time as long as nothing goes wrong.
If the sidewalk beneath your feet is red, then you are standing at the back of a very long line.
Now imagine that you are at the top of the Ferris wheel looking down on the long lines of people waiting for each ride. With one glance, you can quickly see whether the last person standing in each line is standing on green, yellow, or red sidewalk.
That's how a Pull Priority Queue works.
Pull Priority Queue Hourly Status Report
With one glance at a Pull Priority Queue,
you can tell whether that production center is on track
(to meet its production requirements)
But to view and manage trends over time,
you will want to use your Pull Priority Queue Hourly Status Report template
(PullQ.xlsx)
How?
Every hour (or your chosen time increment),
you color-code the cell for the color that you see beneath the last order in the Pull Priority Queue.
If using this only as a printed form
Simply use a marker to color code the color that you see beneath the last order in the Pull Priority Queue as of each hour of each day of the month
If doing data entry directly into this form on your computer
perhaps printing it several times a day to post on your visual control board
Use the drop-down lists to select the color that you see beneath the last order in the Pull Priority Queue as of each hour of each day of the month
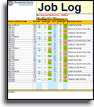
Job Log
aka Job Tracking Log, or Job Estimate to Actual Tracking
One of the foundational principles of any lean management system
is that every lean production system needs a corresponding lean management system
and one key element of each lean management system
is to provide a way for workers to record clear and articulate comments explaining the reason for every "miss" of expected vs. actual performance.
Every lean tool needs
a corresponding
Lean Coaching System
The best lean system for visual management for a pull operation is a simple Job Log
(JobLog.xlsx)
that compares estimated to actual set up times and run times per job,
with space for the operator to explain the reasons for each miss.
Personalize your drop down lists
Your team leaders should have already personalized the 'DV' sheet
so that it contains a drop-down list of YOUR products and product families, and perhaps the standard times for both setup and cycle time.
Before each shift
or perhaps for each Pitch Cycle within each Shift
The Team Leader or Department Supervisor enters the 'Product', 'Quantity', and 'Goal' columns, then releases the printed document.
(either as production authorization, or as a supplement to other forms of production authorization)
During each shift
The Team Leader enters the 'Actuals'
and (most importantly) concise clear explanations for 'Reasons for Misses'.
Color coding of the 'Variance' columns can either be done manually with color markers,
or can be colored automatically if data is done directly into the computer, or at the end of each Pitch Cycle when the hand-written data is transcribed back to the computer for archiving and perhaps final printing.
After each pitch cycle or shift
the Team Leader returns the completed form,
which is then used as part of Leader Standard Work by multiple tiers of management to analyze the reasons for misses—and experiment with ideas to improve the process.
Acid test for Visibility of Lean Flow
Once you have chosen one of the heijunka flow tools above...
(or you have invented your own creative tool to make flow visible)
Invite someone unfamiliar with the work area
to stand at the clearly-marked Process Observation Point,
ideally with no further instruction, but perhaps with a brief explanation for:
1) how to read your at-a-glance visual control chart that makes heijunka flow visible for this process
2) how often it is updated — which usually coincides with your Pitch Pulse Cycle
(which is measured in hours; not days)
and then ask...
Is this process flowing as expected?
The answer should be either yes or no... red or green... no yellow.
Learn more about why this is the ultimate acid test for your entire lean transformation
Do something about the problems that you find
A primary purpose of any lean visual management system is to reveal barriers to lean flow.
No matter which heijunka tool you are using, if it shows (red) flow stoppages...
the assumption is that you will actually do something about the problems that get revealed.
- Perhaps the flow stoppage is urgent enough to trigger an immediate jidoka swarm.
- Perhaps your team might maintain a Pareto Chart of the top 3 priority problems you are currently working on and publish it on your Team Accountability Board.
- Perhaps a team member might volunteer to lead an A3 problem solving exercise.
- Perhaps a problem might prove worthy of a Kaizen Event.
- Perhaps initiate a series of PDCA Kata Coaching Cycles.
- Perhaps a problem might need to be escalated
to a higher tier of your lean management structure. - Perhaps a problem might affect and be of interest to the larger value stream.
Road map for a typical
Lean Transformation
If your lean leaders don't actually solve problems as they surface ...
then people will quickly lose interest, and wonder why they're doing all this extra paperwork to identify even more problems that management ignores.
If it is to succeed...
every lean production system must be implemented with a corresponding lean management system.
All of these heijunka load leveling tools also come with many other useful templates for Lean Process Flow, Standard Work, and Lean Management
to empower every team member to improve every process
Suggested Reading for Heijunka Lean Flow
- Creating Mixed Model Value Streams, by Kevin Duggan
- Creating a Lean Culture, by David Mann
- Value Stream Management for the Lean Office, by Don Tapping and Tom Shuker
These books introduce even more approaches for Lean Load Leveling —
such as the Card Rack Scheduling Board, a Floating Pitch Board, Refinish Reorder Boards,
Kanban Board, visual control boards for non-cyclical tasks, and more...
Training and Coaching
Consider Training and Coaching to support your teams to succeed
Schedule a Conference
Schedule a conference
to discuss your challenges
with an experienced lean advisor
Contents